



Общие сведения
Малогабаритная установка измерительная ультразвуковая серии «Сканер» – модель «СКАРУЧ» (УИУ «СКАРУЧ») предназначена для оперативного обнаружения и определения характеристик дефектов в сварных соединениях и основном металле трубопроводов, сосудов и металлоконструкций с толщиной стенки 4 … 60 мм и проведения толщинометрии изделий толщиной до 100 мм. Установка используется для ручного и механизированного ультразвукового контроля качества сварных соединений и основного металла со скоростью продольного сканирования 0,5 … 1,0 м/мин вдоль сварного шва или участка основного металла.
Гарантия

Доставка

Собственный сервисный центр

Бесплатное обучение

Лизинг и кредит
Описание
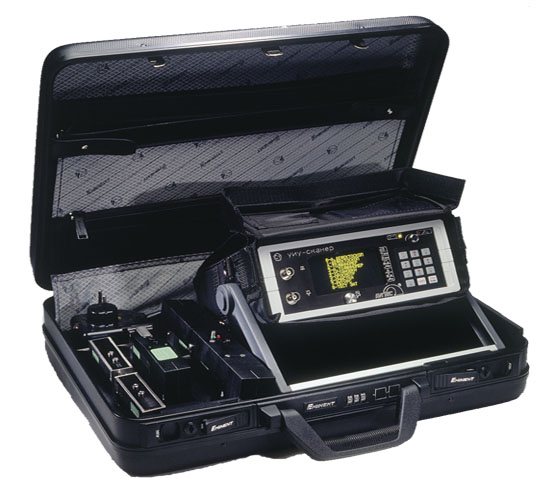
| Ультразвуковой дефектоскоп Скаруч универсальный прибор для двухстороннего УЗК сварных швов и основного металла с толщиной стенки 4-60 мм, (до 100 мм в режиме толщиномера). Полное название прибора - Малогабаритная установка измерительная ультразвуковая серии «Сканер+», модель Скаруч. Установка Скаруч сделана в России и внесена в Госреестр средств измерения РФ под номером 15723-02. На сегодняшний день данная модель является одной из самых распространенных установок УЗ контроля в нефтегазовой отрасли РФ, в частности на объектах ПАО «Транснефть», ОАО «Газпром» и других ОПО подведомственных Ростехнадзору РФ. Пройти обучение по ультразвуковой дефектоскопии можно в нашем аттестационном центре. |
С 1997 года выпущено более 1200 механизированных установок данной модели, работающих более чем на 400 предприятиях России и за рубежом. Отзывы российских специалистов НК о работе с УИУ Скаруч можно посмотреть здесь. Для создания контакта преобразователя с объектом контроля необходимо использование специального геля. Основными преимуществами УИУ Скаруч являются высокая достоверность и оперативность контроля, реализуемые посредствам ряда конструктивных и программных особенностей:
- Работает в режиме автоматической фиксации и расшифровки результатов с максимальной скоростью сканирования 1 м/мин, одновременно обрабатывая 16 различных схем прозвучивания на каждом миллиметре контролируемого объекта;
- Автоматически фиксирует, запоминает и расшифровывает результаты контроля с возможностью передачи данных на ПК по кабелю RS232;
- Имеет возможность работы в режиме ручного дефектоскопа общего назначения и толщиномера (до 100 мм по стали);
- Автоматически отслеживает уровень акустического контакта с изделием и корректирует параметры УЗК с поправкой на шероховатость, а также осуществляет самоконтроль работоспособности электроники и акустики, в том числе идентификатором для определения параметров ПЭП;
- Имеет ряд удобных пользовательских особенностей, таких как встроенные часы и датчик температуры, автономное питание, удобная «мастер-ручка» для настройки основных параметров, яркий цветной дисплей;
- Имея защиту от попадания воды и пыли на уровне IP54 по международной классификации (ingress protection), Скаруч адаптирован к работе, как в цеховых, так и в агрессивных полевых условиях при температуре от - 20 до +45 С.
Конструктивно УИУ Скаруч состоит из следующих узлов:
- Малогабаритный восьмиканальный дефектоскоп УИУ Скаруч служит для формирования электрических сигналов и возбуждения ПЭП в акустических блоках, приема и обработки по заданному алгоритму пришедших сигналов, выдачи информации о наличии дефектов, их свойствах и координатах.
 Многоэлементный акустический блок (АБ) для создания и обратного приема УЗ колебаний. АБ состоит из 8-14 преобразователей по 4-7 с каждой стороны шва. ПЭП с различными углами ввода прозвучивают все сечение сварного шва одновременно с двух сторон по различным схемам: Блок снабжен износостойким слоем для защиты рабочей поверхности от стирания.
Многоэлементный акустический блок (АБ) для создания и обратного приема УЗ колебаний. АБ состоит из 8-14 преобразователей по 4-7 с каждой стороны шва. ПЭП с различными углами ввода прозвучивают все сечение сварного шва одновременно с двух сторон по различным схемам: Блок снабжен износостойким слоем для защиты рабочей поверхности от стирания.- Механическое приспособление (МП) с датчиком измерения пройденного пути служит для размещения и подключения акустических блоков, обеспечения прижатия акустического блока к изделию. На механическом приспособлении имеется датчик измерения просканированного расстояния (датчик пути) и индикаторы нарушения акустического контакта и наличия дефекта. Датчик пути позволяет измерять длину проконтролированного участка и протяженность обнаруженных дефектов.
- Информационный кабель (ИК).


|
|
|

|
Основные технические характеристики УЗ установки «Сканер+», модели Скаруч приведены в таблице
| Параметр | Характеристика |
| Дискретность регистрации: |
датчика пути — 1 мм; параметров дефекта — 1 мм; толщины — 0,1 мм; |
| Измерение параметров дефекта сварного шва с погрешностью: |
по длине ± 1 мм; по глубине развития ± 0,5 мм; |
| Определение координат дефекта вдоль шва с погрешностью от пройденного пути: | не более 1 % |
| Минимально выявляемый дефект: | 0,8 - 1,0 мм |
| Скорость УЗК: | до 1 м/мин |
| Регулировка усиления: | 85 дБ с дискретностью 1 дБ |
| Частотный диапазон: | 1,0 - 10,0 МГц |
| Диапазон прозвучивания: | 0 - 10000 мм (продольные волны) |
| Перемещение строба: | горизонтальное и вертикальное |
| Экран: | электролюминесцентный с регулируемой яркостью или цветной жидкокристаллический |
| Количество запоминаемых настроек: | 256 |
| Количество запоминаемых изображений экрана: | 1000 |
| Количество точек регулировки ВРЧ: | 8 |
| Количество каналов: | 8 |
| Количество схем прозвучивания: | 16 |
| Диапазон рабочих температур: | -20 … +45 °C |
| Питание: | от аккумуляторов или от сети 220 В |
| Время непрерывной работы от аккумуляторов: | 8 часов |
| Габариты: | 200 x 225 x 90 мм |
| Вес: | 3,5 кг (с аккумуляторами) |
| Гарантийный срок производителя | 12 месяцев |

|

|

|

|
Принцип работы в автоматическом режиме
Работа установки осуществляется в 16-ти тактовом режиме. Каждый такт осуществляет заложенную схему контроля. Для каждого такта заранее установлены и хранятся в памяти прибора следующие характеристики: уровень чувствительности (согласно требованиям, действующей НТД), положение и длительность строба (согласно контролируемой толщине и расстоянию до шва), амплитудные пороги фиксации дефекта.
На каждом миллиметре пути сканером фиксируются амплитуды во всех 16-ти тактах, которые затем обрабатываются в дефектоскопе. На каждом миллиметре происходит прозвучивание всего сечения контролируемого металла одновременно с двух сторон от шва (для стыковых и нахлесточных соединений, имеющих двухсторонний доступ), а при перемещении оператором механического приспособления с акустическим блоком — всего контролируемого участка (сварного соединения и основного металла). Временная система стробирования и микропроцессорная обработка принимаемых каждым из ПЭП сигналов от дефекта позволяет идентифицировать тип дефекта (объемный, плоскостной, объемно-плоскостной). Определение параметров дефекта происходит путем сравнения всех принятых от него сигналов и определения в цикле тактов максимальных (для эхо- методов) и минимальных (для зеркально-теневых) амплитуд на каждом миллиметре пути.
При толщинометрии производится измерение значений толщины каждым из четырех ПЭП, входящих в акустический блок. Толщинометрию проводят сканированием по контролируемому участку акустическим блоком. Результаты контроля просматриваются на экране дефектоскопа, а подключив к дефектоскопу принтер — можно их распечатать. По результатам контроля оценивают качество всего сварного соединения в соответствии с нормативными документами, или в соответствии с методикой применения УИУ серии «СКАНЕР» для УЗК сварных соединений и основного металла трубопроводов, сосудов, металлоконструкций
Технология УЗК в автоматическом режиме
Технология проведения контроля сварных швов или основного металла в режиме автоматической фиксации и расшифровки результатов контроля с использованием УИУ Скаруч, состоит из следующих операций:
- набор с помощью клавиатуры прибора номера контролируемого соединения, номера акустического блока, параметров изделия: диаметра (для цилиндрических поверхностей) и толщины;
- ручное сканирование оператором механическим приспособлением по поверхности объекта контроля со скоростью перемещения не более 1 м/мин. Во время контроля возможны остановки и плавное изменение скорости до 1 м/мин, а также корректировка положения механического приспособления относительно оси сварного соединения. Память прибора позволяет запоминать результаты УЗ-контроля 1000 метров дефектных швов;
- просмотр результатов УЗК на экране дефектоскопа;
- проведение оценки обнаруженных дефектов на соответствие нормам;
- уточнение, при необходимости, параметров дефектов ручными ПЭП, включив прибор в режим дефектоскопа общего назначения;
- распечатывание протокола результатов контроля;
- оформление заключения о качестве сварного соединения;
- предоставление результатов контроля руководителю службы НК.
Использование УИУ Скаруч в режиме ручного ультразвукового дефектоскопа – толщиномера
Работа в режимах ручного дефектоскопа и толщиномера отличается простотой управления и многообразием технических возможностей. Дефектоскоп может работать с любыми пьезоэлектрическими преобразователями в рабочем частотном диапазоне.
Интерфейс и режимы работы прибора приведены в следующей таблице.
| Меню и режимы | Опции | Дисплей |
| Основное меню |
0 — Автоматический 8-ми канальный дефектоскоп 1 — Дефектоскоп общего назначения 2 — Ручной толщиномер 3 — Автоматический сканирующий толщиномер 4 — Установки 5 — Просмотр результатов контроля 6 — Очистка памяти прибора 7 — Ресурс (см. ниже) 8 — Тест электроакустического тракта |

|
| Ресурс |
Показание температуры внутри дефектоскопа Отображение заряда аккумуляторов Объем свободной памяти Текущие дата и время |

|
| Установки |
Выбор модели и страницы кодировки принтера Выбор языка интерфейса (русский, английский, турецкий) Включение/выключение функций энергосбережения и автосохранения Выбор единиц измерения (мм/мкс) |

|
| Толщиномер |
Отображение эхограммы Цифровое отображение толщины изделия Вывод на экран значения времени прихода эхоимпульсов Возможность использования режима АРУ и второго строба |

|
| Режимы ВРЧ и АРУ |
Количество точек регулировки ВРЧ — до 8 Диапазон регулировки АРУ: -6….+18 дБ |

|
| Режим «Два строба» (ДС) |
Измерение времени прихода эхо импульсов в каждом стробе. Показание толщины изделия при наличии покрытия. |
")
|
| Пример протокола с результатами ручного контроля |

|
|
| Пример протокола с результатами механизированного контроля |
 
|
|